The top news stories from Asia and the Pacific
Provided by AGPFirst Atlantic Nickel & Cobalt Reports Electron Microprobe Analysis Returning 77.62% Nickel and 1.69% Cobalt in Awaruite at the RPM Zone, Pipestone XL Project: a Rare, Naturally Magnetic (Ni-Fe-Co) High-Grade Alloy Mineralogically Capable of Bypassing…
GRAND FALLS-WINDSOR, Newfoundland and Labrador, May 21, 2026 (GLOBE NEWSWIRE) -- First Atlantic Nickel & Cobalt Corp. (TSXV: FAN | OTCQB: FANCF | FSE: P21) (the "Company" or "First Atlantic") is pleased to announce that electron microprobe analysis conducted by SGS Canada in Lakefield, Ontario, as part of the Company's ongoing metallurgical program, has confirmed the high-grade nickel and cobalt content of the awaruite mineralization (Ni-Fe-Co Alloy) in the RPM Zone at its wholly owned Pipestone XL Project. The awaruite (Ni3Fe) averages 77.62% nickel and 1.69% cobalt, with peak grades of 86.68% nickel and 6.05% cobalt, based on 33 microprobe analyses of a master composite sample comprising 32 individual samples over 96 meters of drill core from AN-24-02 (258 m to 354 m) (the "Master Composite"). The analysis also determined that the source mineral for the chromium previously reported at the RPM Zone is chromite, grading 60.2% Cr₂O₃. Given the high grade of the RPM Zone chromite, the Company is now evaluating potential metallurgical processes to separate, concentrate, and process chromite.
Awaruite (Ni₃Fe) is a naturally occurring, highly magnetic, sulfur-free nickel-iron-cobalt alloy - the product of serpentinization, a geological process in which hydrogen generated from the alteration of ultramafic rock reduces nickel and iron into native metallic form. Its strong magnetism and hydrophobic metallic surface make it ideal for concentration through magnetic separation and flotation. Unlike nickel sulfide or laterite minerals, awaruite requires no smelting, roasting, or acid leaching to reduce the mineral to metal.
The U.S. Geological Survey (“USGS”) acknowledged awaruite’s processing advantage in its 2012 Annual Nickel Report, noting that it is:
“much easier to concentrate than pentlandite, the principal sulfide of nickel.”
Conventional midstream processing for nickel sulfide and laterite mineral sources is capital-intensive, energy-intensive, and increasingly difficult to permit, with limited smelting capacity remaining in North America and growing exposure to sulfuric acid supply chain disruption. The Pipestone XL awaruite discovery has the potential to deliver a large-scale source of nickel and cobalt through onshore, mine-to-metal processing into downstream stainless steel, EV battery, and specialty alloy industries - bypassing midstream processing constraints.
The Company anticipates further updates from its metallurgical program, including the development of a high-grade nickel-cobalt concentrate incorporating magnetic separation and flotation, as well as from the drill program underway at the Alloy Max North and Alloy Max South Zones.
For further information, questions, or investor inquiries, please contact Rob Guzman at First Atlantic by phone at +1-844-592-6337 or via email at rob@fanickel.com.
KEY HIGHLIGHTS
- 77.62% Average Nickel Grade in Awaruite: Electron microprobe analysis of composite samples from the RPM Zone confirms that awaruite averages 77.62% nickel, with peak values of up to 86.68%.
- 1.69% Average Cobalt Grade in Awaruite: Cobalt averages 1.69% and reaches up to 6.05%, which is high in relation to other documented awaruite occurrences. Cobalt occurs within the crystal lattice of the awaruite alloy and is concentrated with nickel.
- Direct-to-Market Nickel-Cobalt Concentrate: Awaruite can be concentrated into a high-grade nickel-cobalt product for either direct feed into the stainless-steel industry or further refining into battery-grade nickel and cobalt for the electric vehicle battery supply chain1, avoiding midstream smelting constraints in North America. The concentrate is a potential feed for planned Canadian and US refineries, and at US facilities could help produce qualifying nickel as defined in Section 45X(c)(6) of the U.S. Advanced Manufacturing Production Credit.2
- 60.2% Cr₂O₃ Chromite Grade: Microprobe analysis confirms the chromium at the RPM Zone is hosted in chromite grading 60.2% Cr₂O₃. The Company is now evaluating potential metallurgical processes to separate, concentrate, and process chromite.
- 5.49% Brucite Content: The Master Composite contains an average of 5.49% brucite (Mg(OH)₂), a reactive mineral capable of capturing and mineralizing atmospheric CO₂. Brucite-driven carbon capture has been demonstrated at BHP’s Mount Keith Nickel mine in Western Australia, which contains approximately 2.5% brucite3 and where BHP reports its tailings dam captures approximately 40,000 tonnes of CO₂ from the atmosphere each year.4
-
Drilling Underway at Alloy Max: The drill program is underway at Alloy Max North and Alloy Max South Zones.
NICKEL MINERAL DISTRIBUTION ANALYSIS AT RPM ZONE
SGS mineralogical and microprobe analysis of the magnetically recoverable awaruite alloy at the RPM Zone confirms high-grade nickel and cobalt, averaging 77.62% nickel and 1.69% cobalt, with peaks of 86.68% nickel and 6.05% cobalt. Awaruite hosts approximately 77% of the liberated, non-silicate nickel, with a further approximately 13% contained in iron-rich magnetite and just 3.54% of the total liberated nickel remains in heazlewoodite (Ni₃S₂), the most sulfur-poor nickel sulfide mineral, serving as evidence that the reducing conditions of serpentinization have driven sulfur out of the system and converted the nickel into the sulfur-free awaruite alloy.
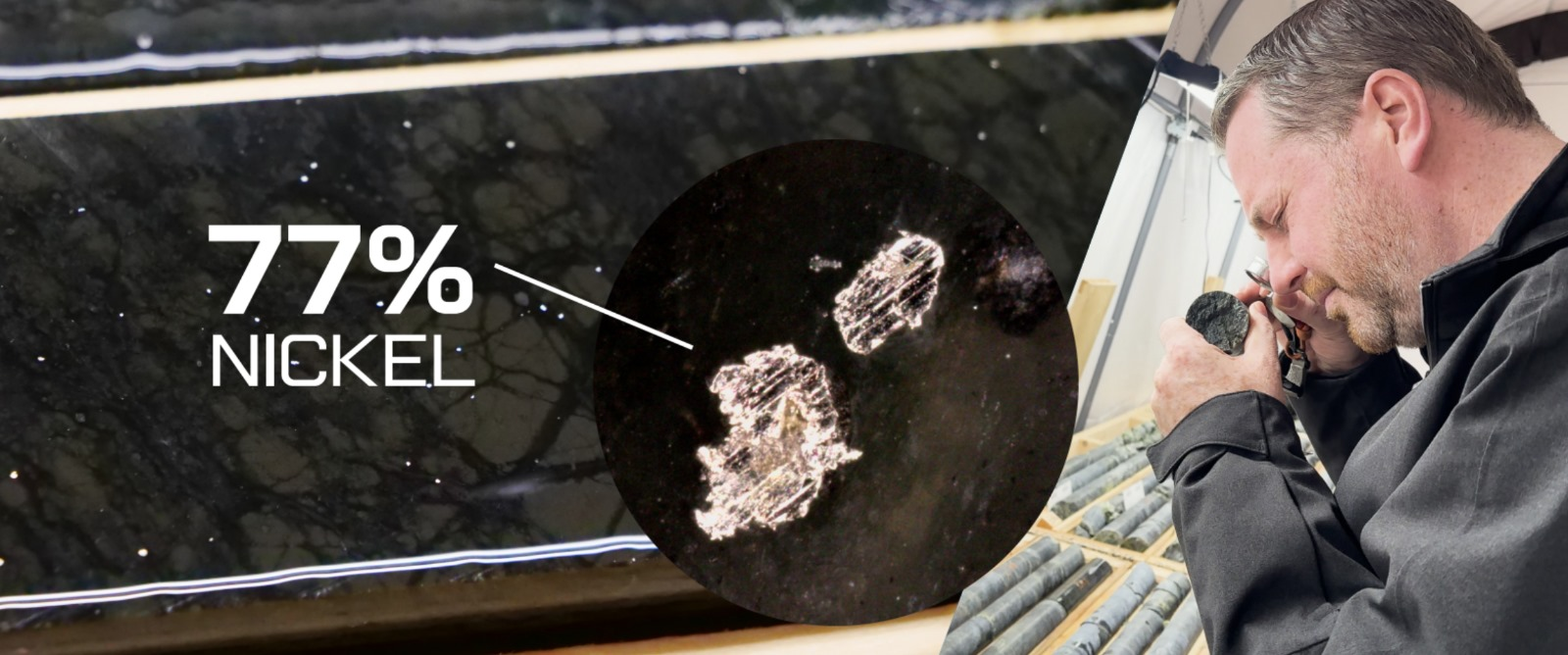
Figure 1: Image showing zoomed in view of 77% Nickel in awaruite alloy over core image with disseminated nickel-iron cobalt alloy being examined at the Pipestone XL project.
Table 1: Pipestone XL - Awaruite Microprobe Analysis Results
| Average Grades (%)* | ||||||||||
| Mineral | Zn (%) | Fe (%) | Co (%) | Ni (%) | Cu (%) | S (%) | As (%) | Se (%) | Sb (%) | Total (%) |
| Awaruite | 0.00 | 18.76 | 1.69 | 77.62 | 0.2 | 0.01 | 0.00 | 0.01 | 0.00 | 98.3 |
*Electron microprobe analysis results shown above (Table 1) are average readings from 33 separate tests conducted on the 106 micron and 38 micron size fractions to determine the average metal grades of the main minerals, from the representative master composite material. Awaruite analysis showed an average grade of 77.62% nickel from 33 readings with minimum grade of 71.35% nickel and a maximum grade of 86.68% nickel.
Awaruite mineralization at RPM forms through two concurrent pathways driven by serpentinization – the alteration of olivine-rich ultramafic rock by water. In the primary pathway, olivine reacts with water to form serpentine and magnetite. The magnetite-forming reaction (3“FeO” + H₂O → Fe₃O₄ + H₂) releases hydrogen, creating the strongly reducing environment under which nickel and iron liberated from olivine combine into metallic awaruite. This same reaction accounts for the nickel found in magnetite: as olivine’s iron converts to magnetite, a portion of the nickel is carried with it. The roughly one-third of nickel that remains within unaltered serpentine and olivine is the nickel-bearing precursor from which the awaruite formed, direct evidence of the reaction at work.5
In the secondary pathway, the hydrogen released during magnetite formation destabilizes sulfide minerals. As the environment becomes strongly reducing, pentlandite ((Ni,Fe)₉S₈) is progressively stripped of its sulfur, and the nickel and iron left behind combine into awaruite - visible as awaruite rims replacing residual sulfide grains (Figure 2). This desulfurization mechanism has been independently documented at nanometer-scale resolution in active serpentinization systems worldwide, where pentlandite is progressively dissolved and replaced by awaruite during fluid-rock interaction (Schwarzenbach et al., 2021, Journal of Geophysical Research: Solid Earth). Only 3.54% of all total nickel remains in heazlewoodites is a direct measure of how thoroughly this hydrogen-driven desulfurization has proceeded, and the reason the RPM Zone nickel is near sulfur-free with no acid mine drainage risk.
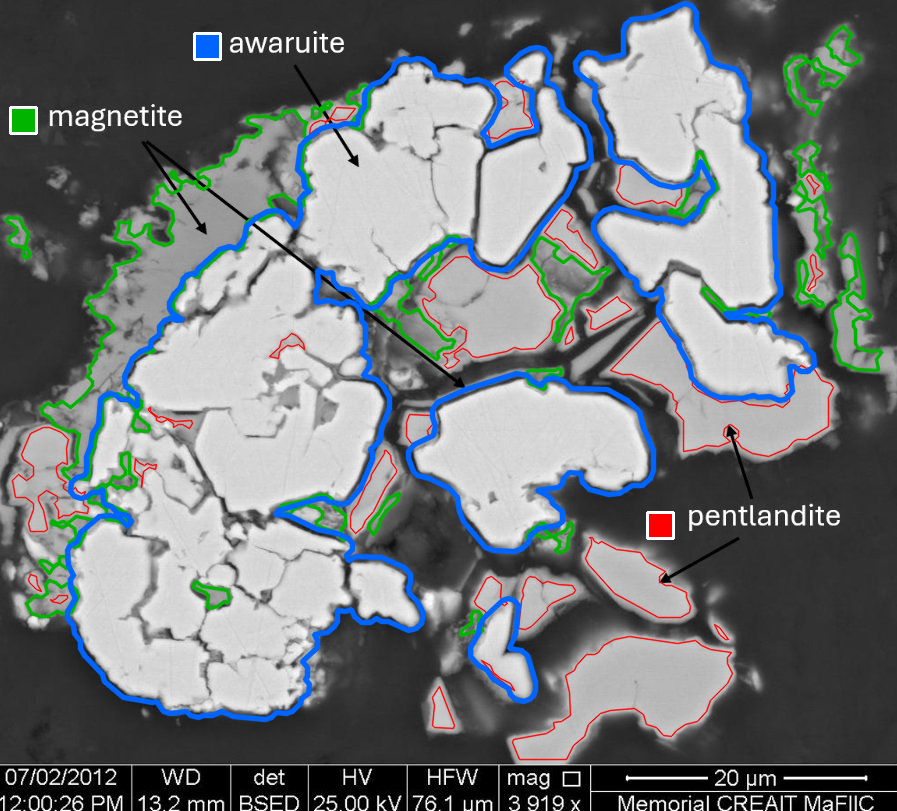
Figure 2: Awaruite mineral electron image showing desulfurization of primary pentlandite, from the Atlantic Lake Zone at the Pipestone XL Project. Imaged by Mike Piller (2012); credit Memorial University.
Mike Piller, Lead Project Geologist, commented:
"The microprobe analysis of awaruite (Ni₃Fe) at the RPM Zone, returning metal-in-alloy grades of 77.62% nickel and 1.69% cobalt, confirms what the serpentinization model has been pointing to. The mineralogy shows thorough, hydrogen-driven formation, with near-total expulsion of sulfur and meaningful chromium potential alongside the awaruite. I first encountered these same signatures at the Atlantic Lake Zone in 2012, during my undergraduate honours research at Memorial University in Newfoundland. Finding them now at RPM, in ground that had seen minimal prior exploration further south, speaks to the scale of what we are defining and the potential that remains across the 30-kilometer Pipestone Ophiolite Complex."
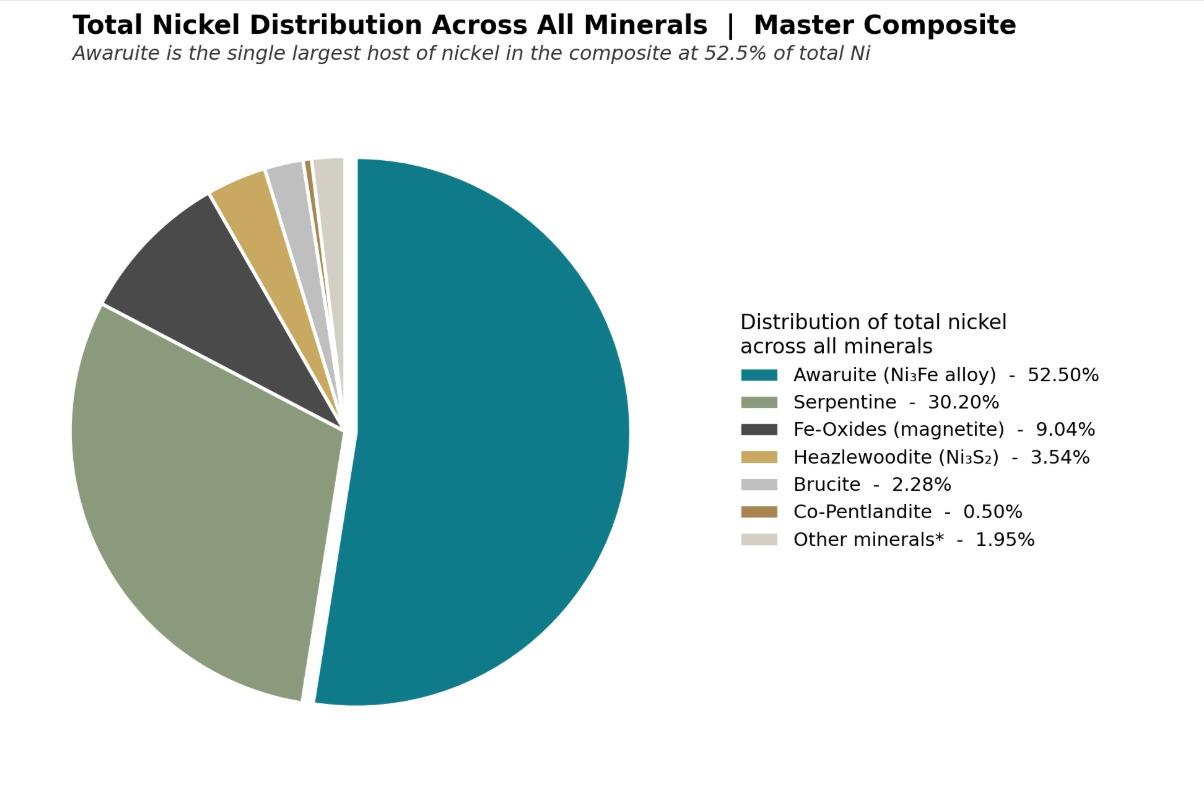
Figure 3: Total nickel distribution by mineral within the Master Composite from the RPM zone.
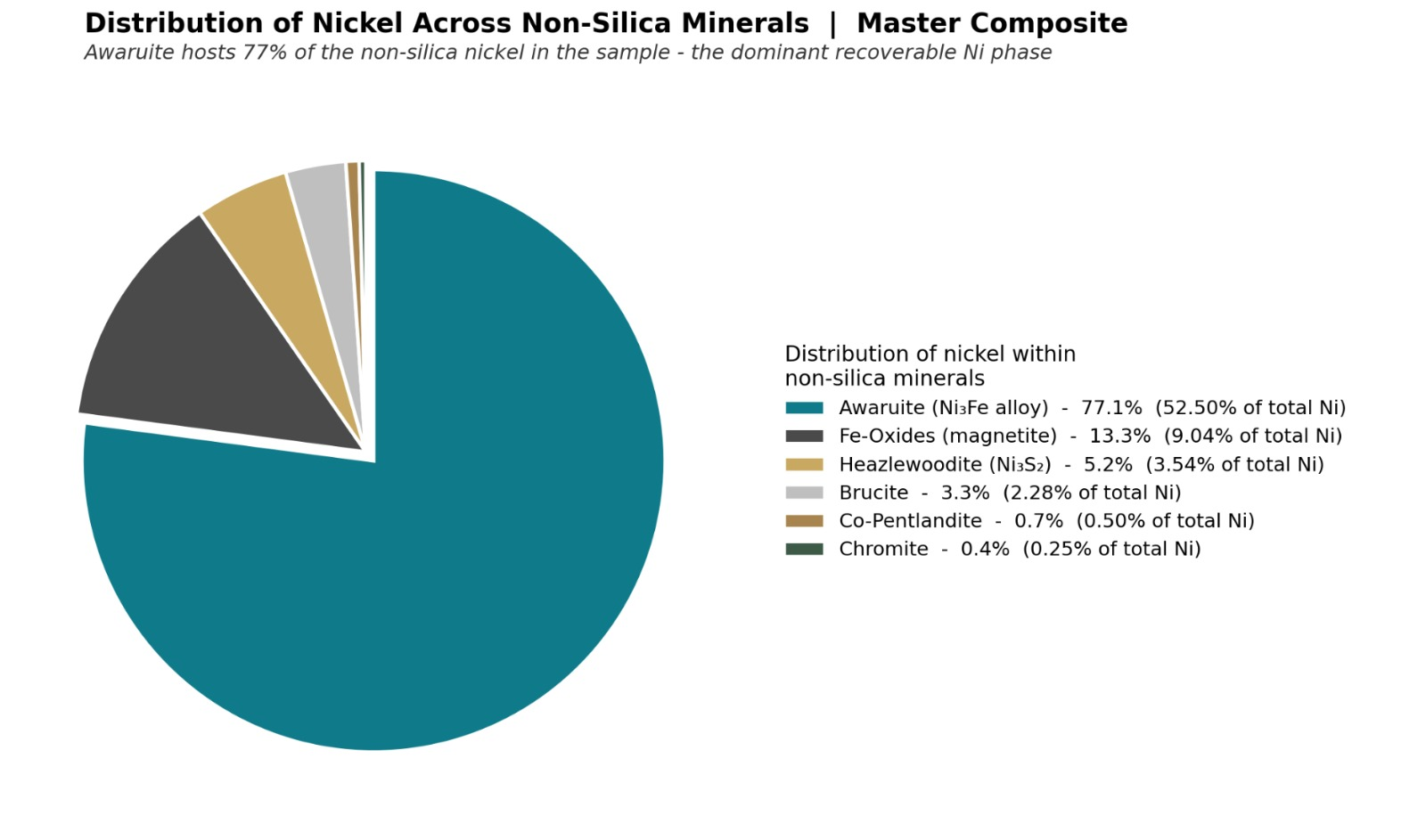
Figure 4: Nickel distribution among liberated non-silicate minerals within the Master Composite from the RPM zone.
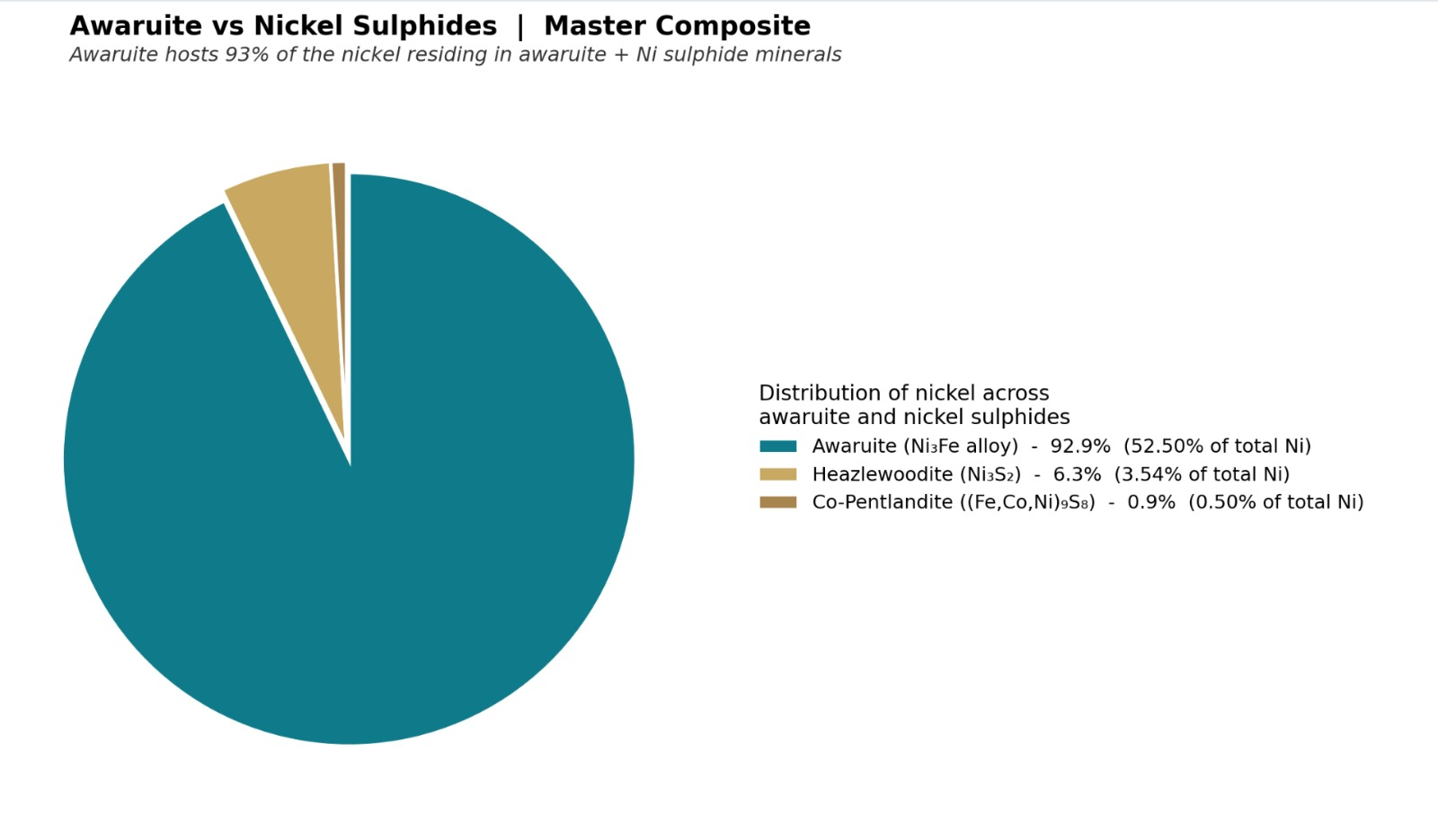
Figure 5: Nickel distribution between awaruite alloy and sulfide minerals within the Master Composite from the RPM zone.
CONVENTIONAL NICKEL MINERALS AND MIDSTREAM PROCESSING
Conventional nickel sulfide and nickel laterite minerals undergo capital-, energy-, and environmentally intensive midstream processing to break the chemical bonds that bind the nickel to sulfur, hydroxide, magnesium, or silica and convert the mineral into a nickel product that can enter downstream manufacturing EV battery, stainless steel, or specialty alloy production. Table 2 compares these minerals by nickel content, mineral type, the non-metal elements the nickel is bound to, and the midstream process required for each.
Table 2: Nickel-Bearing Minerals and the Cost of Midstream Processing
Awaruite is the only primary nickel mineral already in metallic form, requiring none of the midstream processing, consumables, capital, emissions, permitting, or waste that conventional nickel minerals demand.
|
Mineral |
Nickel in Mineral |
Non-Metal Chemical Bonds |
MIDSTREAM PROCESSING ISSUES | |||
| Conversion Processing | Consumables Expenses | Related Capital Costs | Environmental & Permitting | |||
|
Awaruite Ni₃Fe Native Alloy |
77.62% Ni (71.35-86.68%) |
None | N/A | N/A | N/A | N/A |
|
Pentlandite (Fe,Ni)₉S₈ Magmatic Sulfide |
25% Ni6 (22–34%) |
Sulfur | Pyrometallurgical smelting | Sufficient electrical supply | • Smelter / roaster • SO₂ acid plant • Acid storage, handling, disposal |
• SO₂ emissions • Sulfide tailings; acid mine drainage risk • Air-emission & smelter permitting |
|
Goethite (Fe,Ni)O(OH) Limonite Laterite |
3% Ni (1–5%) |
Oxyhydroxide | High-pressure acid leaching (HPAL) | Sulfuric acid | • High-pressure autoclaves • Acid storage, handling, disposal • Tailings neutralization |
• CO₂ emissions • Large acidic tailings • Acid-handling & tailings permitting |
|
Garnierite Ni-Mg silicates Saprolite Laterite |
20% Ni (5–30%) |
Magnesium, silica | RKEF smelting (ferronickel) | Sufficient electrical supply |
• Rotary kiln • Electric furnace |
• CO₂ emissions • Large slag volumes • Emissions & slag-disposal permitting |
Nickel content is the grade within the host mineral phase, not bulk ore grade. Awaruite grade from SGS microprobe analysis (range 71.35–86.68% Ni, average 77.62% Ni). Awaruite can be concentrated by magnetic separation and flotation (beneficiation) and doesn’t require the midstream conversion processes listed above. Typical industry characteristics; vary by deposit and operation.
CHART OF AVERAGE NICKEL CONTENT IN NICKEL MINERALS
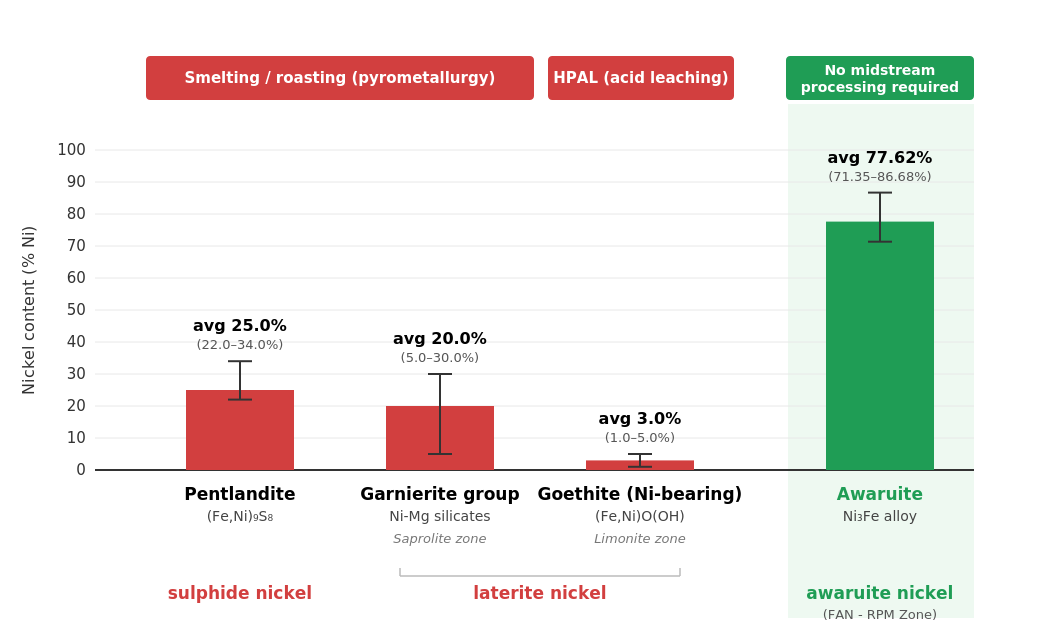
Figure 6: Average nickel grades contained in primary ore minerals from laterite and sulfide deposits compared with awaruite nickel-iron-cobalt alloy.
AWARUITE – DIRECT FROM MINE TO METAL WITHOUT SMELTING
Awaruite (Ni₃Fe) at the Pipestone XL Project averages 77.62% nickel and is already in metallic alloy form, with no chemical bonds to sulfur, magnesium, or silica. Because awaruite is already a metal, the concentrate does not require smelting, roasting, or acid leaching. Concentration is achieved through magnetic separation followed by flotation – simple, well-established mineral processing methods. The result is a high-grade nickel-cobalt concentrate that can be shipped directly from the mine site to downstream refining or stainless steel production in North America, with no dependency on smelter infrastructure, no sulfuric acid requirements, and no overseas midstream processing.
The last nickel smelter in the continental United States closed at Riddle, Oregon, in 1998, Vale’s Thompson smelter in Manitoba closed in 2018, and only two pyrometallurgical nickel smelters remain in North America. Awaruite’s smelter-free processing pathway addresses these constraints directly.
As stated in the August 2025 report From Rocks to Power from the Battery Metals Association of Canada7:
“Awaruite is not a sulfide nor an oxide nickel ore but a high-content native nickel-iron ore. Simple beneficiation processes after mining could provide 60% Ni concentrate, ready for leaching for battery cathode purposes and would yield MHP as a by-product. This process would bypass pyrometallurgy or early hydrometallurgy stages and be among the lowest carbon-intensive nickel production sites in the global nickel market.”
The Carnegie Endowment for International Peace’s October 2025 report Securing America’s Critical Minerals Supply projects a U.S. nickel deficit of approximately 742,000 tonnes per year by 20358. This projected deficit highlights the strategic importance of awaruite’s smelter-free processing pathway and its potential to address North America’s midstream nickel bottleneck.
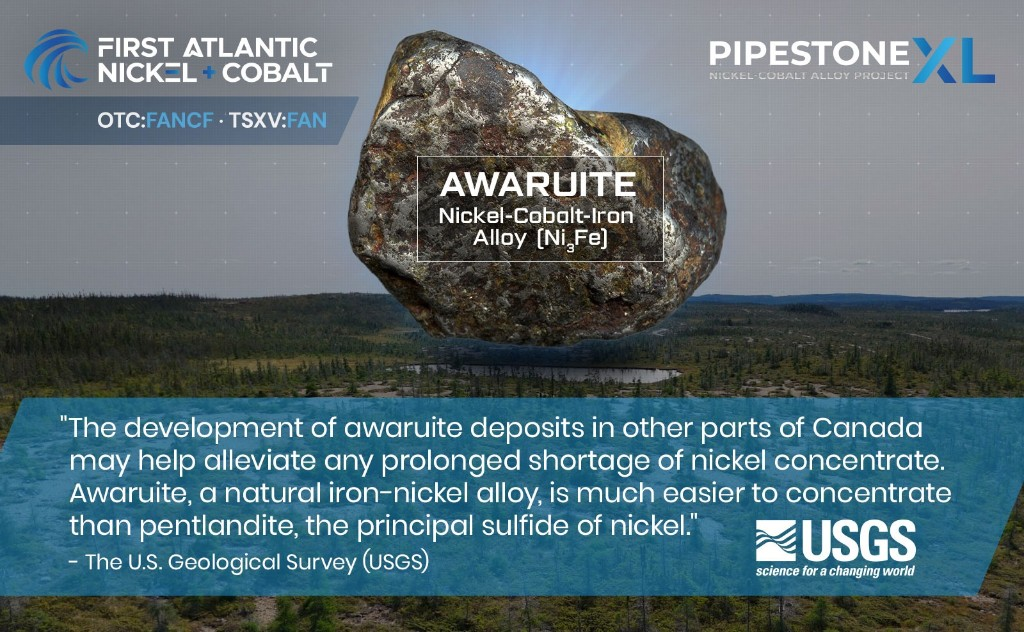
Figure 7: USGS quote on awaruite nickel-iron-cobalt alloy.
For further information, please contact:
Rob Guzman
Investor Relations
1 (844) 592-6337
rob@fanickel.com
About First Atlantic Nickel & Cobalt Corp.
First Atlantic Nickel & Cobalt Corp. (TSXV: FAN) (OTCQB: FANCF) (FSE: P21) is a critical mineral exploration company in Newfoundland & Labrador developing the Pipestone XL Nickel-Cobalt Alloy Project. The project spans the entire 30-kilometer Pipestone Ophiolite Complex, where multiple zones, including RPM, Alloy Max, Super Gulp, Atlantic Lake, and Chrome Pond, contain awaruite (Ni₃Fe), a naturally occurring magnetic nickel-iron-cobalt alloy of approximately ~77% nickel with no sulfur and no sulfides, along with secondary chromium mineralization. Awaruite’s sulfur-free composition removes acid mine drainage (AMD) risks, while its unique magnetic properties enable processing through magnetic separation, eliminating the electricity requirements, emissions, and environmental impacts of conventional smelting, roasting, or high-pressure acid leaching while reducing dependence on overseas nickel processing infrastructure.
The U.S. Geological Survey recognized awaruite’s strategic importance in its 2012 Annual Report on Nickel, noting that these deposits may help alleviate prolonged nickel concentrate shortages since the natural alloy is much easier to concentrate than typical nickel sulfides. The Pipestone XL Nickel-Cobalt Alloy Project is located near existing infrastructure with year-round road access and proximity to hydroelectric power. These features provide favorable logistics for exploration and future development, strengthening First Atlantic’s role to establish a secure and reliable source of North American nickel production for the stainless steel, electric vehicle, aerospace, and defense industries. This mission gained importance when the U.S. added nickel to its critical minerals list in 2022, recognizing it as a non-fuel mineral essential to economic and national security with a supply chain vulnerable to disruption.
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
Qualified Person
Adrian Smith, P.Geo., a director and the Chief Executive Officer of the Company is a qualified person as defined by NI 43-101. The qualified person is a member in good standing of the Professional Engineers and Geoscientists Newfoundland and Labrador (PEGNL) and is a registered professional geoscientist (P.Geo.). Mr. Smith has reviewed and approved the technical information disclosed herein.
DISCLOSURE
A Master Composite sample from the RPM Zone was prepared by SGS Canada in Lakefield, ON. SGS is an ISO/IEC 17025 accredited laboratory and acted independently from the Company. The Master Composite comprises 32 continuous (96 meters) representative drill core samples from AN24-02 and was subjected to detailed head characterization, including mineralogy, LIMS beneficiation, and flotation testing.
The Master Composite was stage-ground to 100% passing 300 microns and screened from its top size down to 38 microns. Unpulverized material from each of the size fractions was submitted for Tescan Integrated Mineral Analysis (TIMA) and electron microprobe analysis. Electron microprobe analysis results represent average readings from 33 separate tests conducted on the 106 micron and 38 micron size fractions to determine the average metal grades of the main minerals in the representative Master Composite material. Awaruite analysis showed an average grade of 77.62% nickel and 1.69% cobalt from 33 readings, with a minimum grade of 71.35% nickel and 0.41% cobalt and a maximum grade of 86.68% nickel and 6.05% cobalt.
With a total awaruite content of the combined size fractions of 0.16% and an average awaruite nickel content of 77.62%, the total grade of nickel as awaruite is 0.127%, which aligns well with the davis tube recovery (“DTR”) value measured on the Master Composite head sample of 0.120% DTR nickel.
Forward-Looking Statements
This news release contains certain forward-looking information and forward-looking statements within the meaning of applicable securities laws. Forward-looking statements are frequently identified by words such as “expects”, “intends”, “plans”, “anticipates”, “believes”, “may”, “will”, “would”, “could”, “potential”, “proposed”, “target”, “prospective”, “indicates”, “designed to”, “expected to” and similar expressions, or statements that events, conditions or results “will”, “may”, “could”, “would” or “should” occur or be achieved.
This news release contains “forward-looking information” within the meaning of applicable Canadian securities laws. Forward-looking information in this news release includes, but is not limited to, statements regarding: the results and interpretation of the Company’s metallurgical and mineralogical program at the RPM Zone; the potential recoverability, concentration and processing characteristics of awaruite, chromite and other minerals identified in the Master Composite, the potential to recover a separate chromite concentrate as a co-product; the Company’s planned processing pathway and concentrate-grade targets, the potential development of a high-grade nickel-cobalt concentrate using magnetic separation and flotation; the potential applicability of smelter-free processing, mine-to-metal processing, direct-to-refinery feed, stainless steel production, EV battery chemical refining, and other downstream processing pathways; the potential for awaruite concentrate to qualify as a suitable feed for facilities producing nickel that meets 45X U.S. Advanced Manufacturing Tax Credit criteria; the potential significance of serpentinization, hydrogen generation and related geological processes to awaruite-bearing nickel-cobalt alloy systems; the potential carbon capture or mineralization characteristics associated with brucite-bearing material; the potential for reduced acid mine drainage risk; the Company’s evaluation of North American midstream processing constraints and downstream market opportunities; anticipated updates from the Company’s metallurgical program; the drill program underway at the Alloy Max North and Alloy Max South Zones; and the Company’s future exploration, technical, strategic and development objectives.
Forward-looking information is based on a number of assumptions that management considers reasonable as of the date of this news release, including assumptions regarding: the accuracy of current geological, mineralogical and metallurgical interpretations concerning Pipestone XL and the RPM Zone; the representativeness of the Master Composite and related analytical results; the relevance of serpentinized ultramafic rocks and awaruite-bearing systems to the Company’s exploration and metallurgical model; the ability of magnetic separation, flotation or other processing methods to produce marketable or further refinable concentrates; the Company’s ability to access technical expertise, capital, equipment, personnel and permits required to advance its plans; and the absence of material adverse changes in commodity markets, capital markets, regulatory requirements, environmental conditions, community relations or general economic conditions.
Forward-looking information is subject to known and unknown risks, uncertainties and other factors that may cause actual results, performance or achievements to differ materially from those expressed or implied by such forward-looking information. These risks and uncertainties include, but are not limited to: the risk that geological, mineralogical or metallurgical interpretations concerning Pipestone XL, the RPM Zone or the Master Composite may prove to be inaccurate; the risk that the Master Composite may not be representative of the RPM Zone or Pipestone XL more broadly; the risk that future exploration, drilling, mineralogical, metallurgical or technical work may not confirm the presence, continuity, grade, scale, recoverability, concentrateability, processing characteristics or economic potential of awaruite nickel-cobalt alloy mineralization, chromite, brucite or other minerals identified to date; the risk that awaruite, chromite, brucite or other minerals may not be recoverable, concentrateable or processable on economic terms; the risk that any concentrate produced may not meet downstream customer, refinery, stainless steel, battery-material, tax-credit or other technical or commercial specifications; the risk that potential smelter-free processing, mine-to-metal processing, direct-to-refinery feed, reduced acid mine drainage, permitting, environmental, market, tax-credit, supply chain or strategic advantages may not be realized; risks relating to the early-stage nature of the Company’s mineral projects; metallurgical, processing, engineering, scale-up and technical risks; risks relating to the availability of financing; permitting, environmental, regulatory, community relations and land access risks; changes in commodity prices, energy markets, capital markets, downstream demand, government incentives, tax-credit eligibility and general economic conditions; reliance on third-party information, published reports and public statements; and the other risks described in the Company’s public disclosure documents available under the Company’s profile on SEDAR+.
The Company is an exploration-stage issuer. Exploration activities are inherently speculative, involve substantial risks and expenditures, and may not result in the discovery or development of mineral deposits that can be economically or commercially mined. The Company has no mineral reserves or mineral resources on any of its properties. There can be no assurance that any mineralization identified by the Company will be advanced to the resource, reserve, development or production stage, or that any future operations would be economically viable.
Accordingly, readers should not place undue reliance on forward-looking statements or forward-looking information. Forward-looking statements and forward-looking information contained in this news release are made as of the date of this news release, and the Company undertakes no obligation to update or revise any forward-looking statements or forward-looking information, whether as a result of new information, future events or otherwise, except as required by applicable securities laws.
__________________
1 https://fpxnickel.com/blog/2024/09/16/fpx-nickel-commences-scoping-study-to-develop-north-americas-largest-nickel-sulphate-refinery-for-the-ev-battery-market/
2 https://www.law.cornell.edu/uscode/text/26/45X
3 "BHP's Mount Keith Nickel mine in Western Australia, where published research reports approximately 2.5 wt% brucite (Wilson et al., 2014)
4 BHP, “Unlocking the potential of mineral carbonation,” September 2020. Mount Keith brucite content per Wilson et al. (2014), International Journal of Greenhouse Gas Control 25:121–140, and Power et al. (2020).
5 Sleep, N.H., et al. (2004), “H2-rich fluids from serpentinization,” PNAS 101(35):12818–12823; Britten, R., “Regional Metallogeny and Genesis of a New Deposit Type – Disseminated Awaruite (Ni₃Fe) Mineralization Hosted in the Cache Creek Terrane”; Lithosphere (2023).
6 https://fpxnickel.com/projects-overview/what-is-awaruite/
7 Battery Metals Association of Canada, From Rocks to Power: Strategies to Unlock Canada’s Critical Minerals for Global Leadership in Energy Storage, EVs, & Beyond, August 2025.
8 Carnegie Endowment for International Peace, Securing America’s Critical Minerals Supply, October 8, 2025.

![]()
Figure 1
Image showing zoomed in view of 77% Nickel in awaruite alloy over core image with disseminated nickel-iron cobalt alloy being examined at the Pipestone XL project.
Figure 2
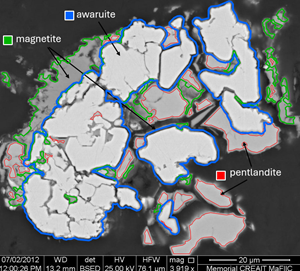
Awaruite mineral electron image showing desulfurization of primary pentlandite, from the Atlantic Lake Zone at the Pipestone XL Project. Imaged by Mike Piller (2012); credit Memorial University.
Figure 3
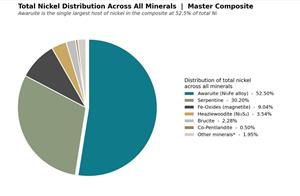
Total nickel distribution by mineral within the Master Composite from the RPM zone.
Figure 4
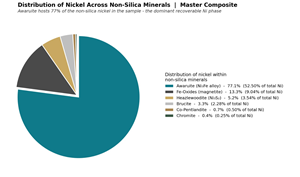
Nickel distribution among liberated non-silicate minerals within the Master Composite from the RPM zone.
Figure 5
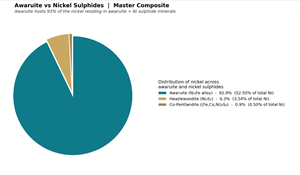
Nickel distribution between awaruite alloy and sulfide minerals within the Master Composite from the RPM zone.
Figure 6
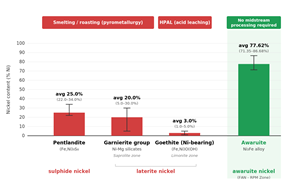
Average nickel grades contained in primary ore minerals from laterite and sulfide deposits compared with awaruite nickel-iron-cobalt alloy.
Figure 7
USGS quote on awaruite nickel-iron-cobalt alloy.
Legal Disclaimer:
EIN Presswire provides this news content "as is" without warranty of any kind. We do not accept any responsibility or liability for the accuracy, content, images, videos, licenses, completeness, legality, or reliability of the information contained in this article. If you have any complaints or copyright issues related to this article, kindly contact the author above.
